In some cases you have to hydrate your Nylon PA-CF 3D printed parts or they will be too brittle and break upon assembly. Big companies like Molex are doing the same with their nylon electronic connector parts. They moisturize them to avoid breakage. Also since it is inevitable that the nylon part will absorb moisture over time and that changes in dimensions and physical properties will occur, it is frequently desirable to actively moisturize them so that these changes occur prior to the part put into service.
Depending on your environment the parts absorb enough moisture and stabilize after a couple of days in the open. They will get a little bit more flexible too. If you need to do it quicker keep reading.
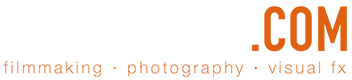
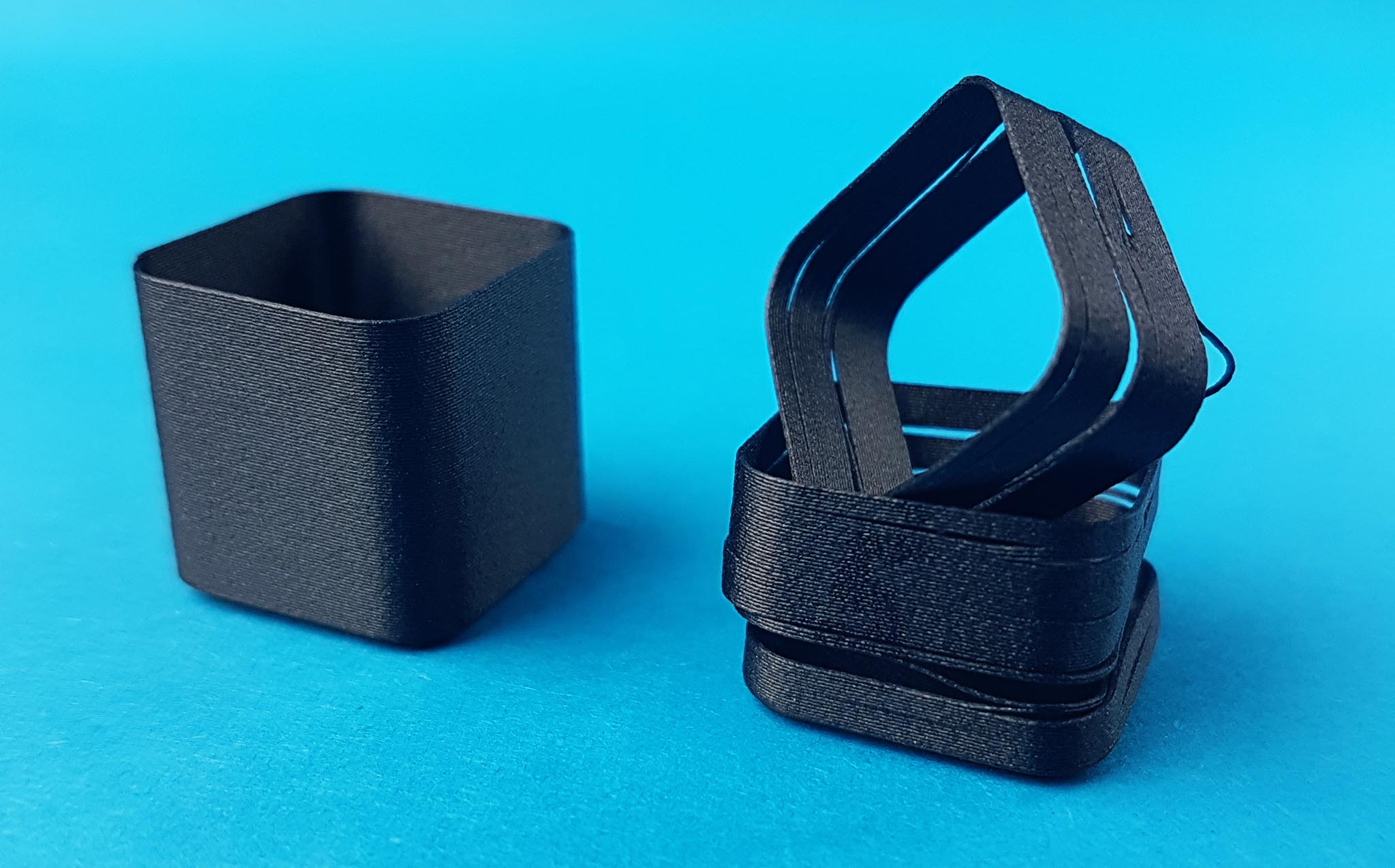
I realized that the flow rate calibration cubes that I’ve printed in vase mode (wall thickness 1 perimeter = 0.45mm) from eSUN PA-CF begun to de laminate after 24 hours. They were just sitting on my desk. Strangely enough they were perfectly fine directly after printing because I tried to separate the layers with my fingernails but I didn’t succeeded. I think they got too dry because it’s winter here and my heater was on all the time.
The thicker parts I’ve printed, didn’t had that problem so it might happen only to very thin parts. Im no expert in polymers but that was my observation. I dug a little deeper into hydration, moisturizing and conditioning of nylon polymers and it seems that after 3d printing you should hydrate them. The parts need to achieve an equilibrium moisture content to get the optimum performance in case you’ve printed them in a very dry environment like me. Some of them like PA6-CF need annealing, like 2h @ 80°C to take advantage of the full mechanical and thermal properties. This relieves internal stresses in the material.
If you have parts printed with supports it’s important to remove the supports before hydrating. Leaving them may result in strong bonding between the supports and 3d printed part, making support removal very difficult.

This is what I have found:
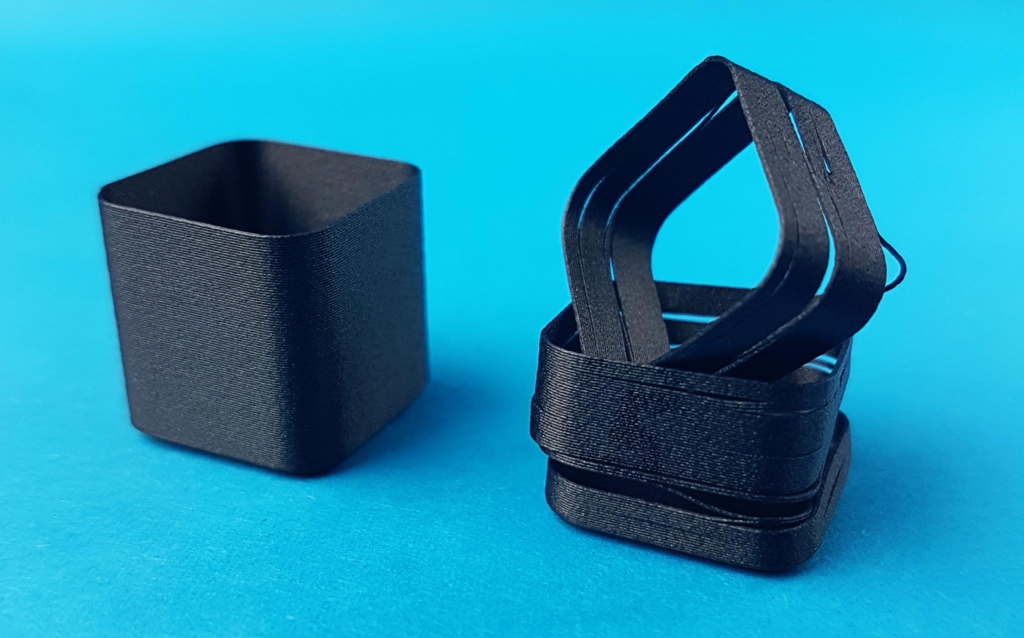
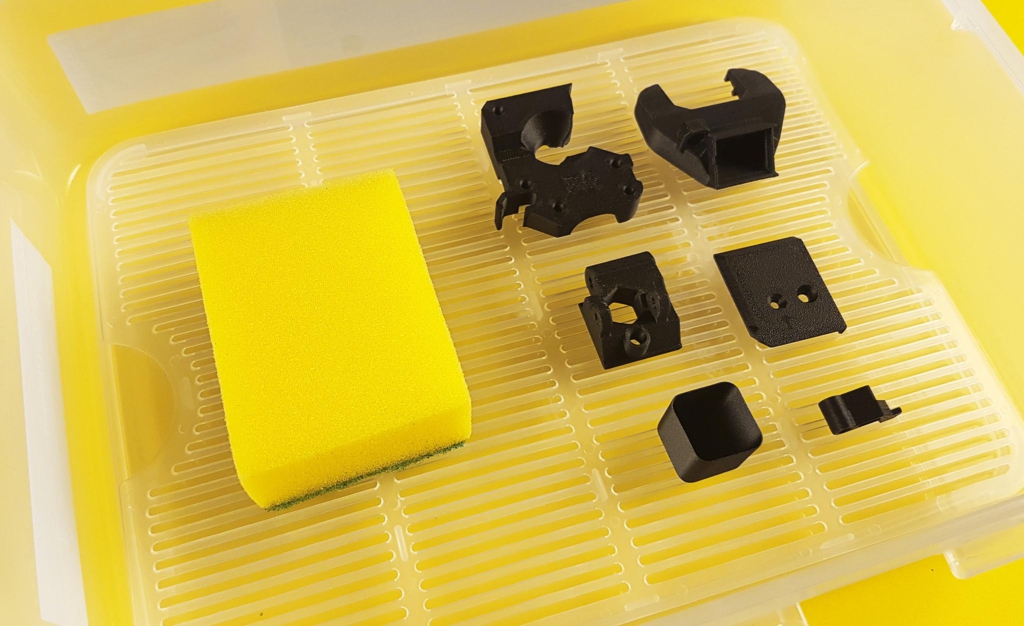
To properly hydrate your 3d printed parts, soak a sponge in water and squeeze out the excess water. Place the sponge into an airtight container with your 3d printed parts to absorb the water. Within 5 hours, the parts are back to their optimal performance. Don’t submerge the parts – too much water absorption can decrease their strength. I also tested it by placing other parts for 10 hours inside the container. They got very flexible but after a couple of hours on my desk they became stiffer. Don’t forget it’s still Nylon just with carbon fiber reinforced and it will have some flex to it. If you need stiffer parts print them with PA6-CF or PA12-CF.

Sources:
https://techcenter.lanxess.com/scp/americas/en/docguard/PIB_Durethan_Conditioning_of_Parts.pdf?docId=76990
https://www.plasticstoday.com/materials/materials-analyst-part-85-fixing-brittle-nylon-product-water
https://www.molex.com/documents/moisture-spec.pdf
https://www.sciencedirect.com/science/article/pii/S2590048X20300911
Annealing of Nylon:
https://www.sciencedirect.com/science/article/abs/pii/0032386192910649